




 扫一扫
扫一扫


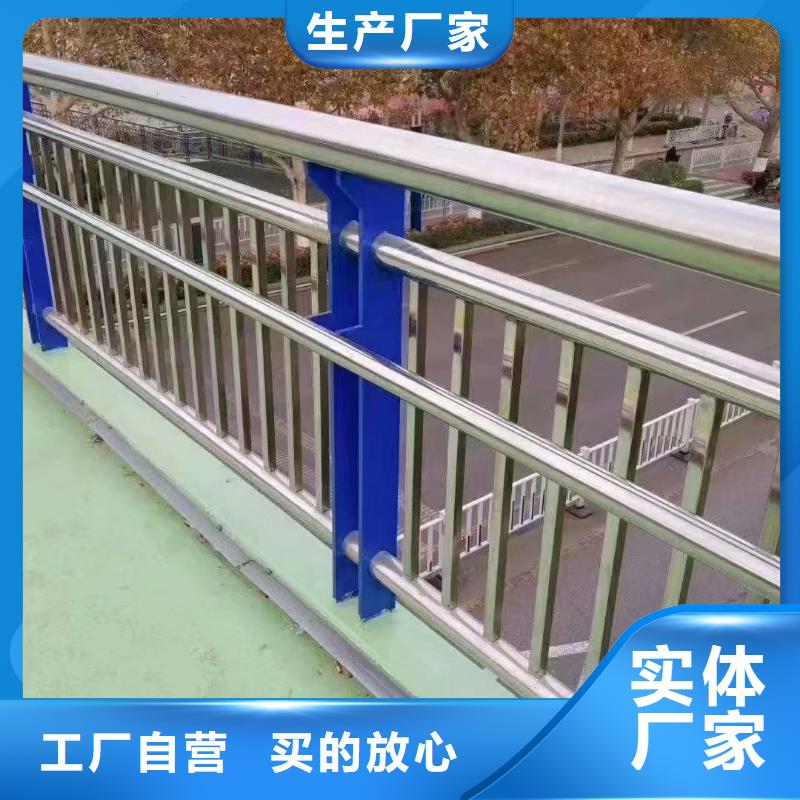
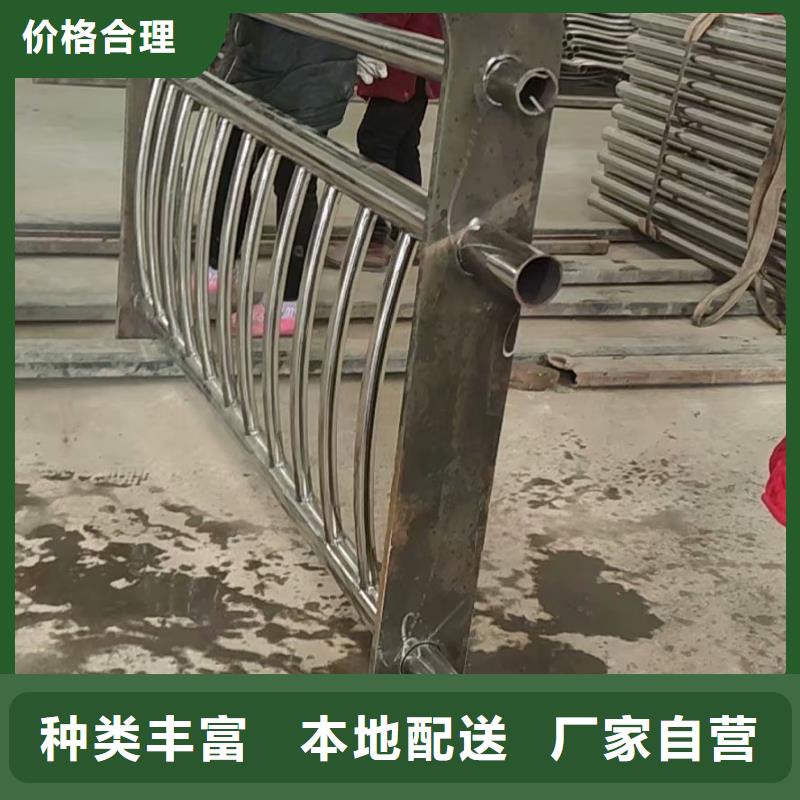
不锈钢不会产生腐蚀、点蚀、锈蚀或磨损,可以生产成不锈钢复合管等产品,它是建筑用金属材料中强度 的材料之一。和其它曝露于大气中的材料一样,不锈钢也会脏。但是,在雨水冲刷,人工冲洗和已脏表面之间还存在着一种相互关系。通过把相同的板条直接放在大气中和放在有棚的地方确定了雨水冲刷的效果。人工冲洗的效果是通过人工用海绵沾上肥皂水每隔六个月擦洗每块板条的右边来确定的。结果发现,与放在有棚的地方和不被冲洗的地方的板条相比,通过雨水冲刷和人工擦洗去除表面的灰尘和淤积对表面情况有良好的作用。而且还发现,表面加工的状况也有影响,表面平滑的板条比表面粗糙的板条效果要好。



正久金属制品有限公司自成立以来,秉承“以质量求发展,以服务创品牌”的理念,依靠多年积累的 西安镀锌喷塑防撞栏、经验,雄厚的技术实力,高技能的技术人才,严格的检测手段,在我省“产学研基地”的技术指导下,为社会供应了大批优良 西安镀锌喷塑防撞栏、产品,得到了 西安镀锌喷塑防撞栏、业内工作者的好评.


技术支持:k797.com