视频不仅展示了【(五莲)【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】产品的外观和功能,更通过用户的使用案例和反馈,展现了产品的实用性和可靠性,增强了观众对产品的信任感。
以下是:【(五莲)【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】的图文介绍
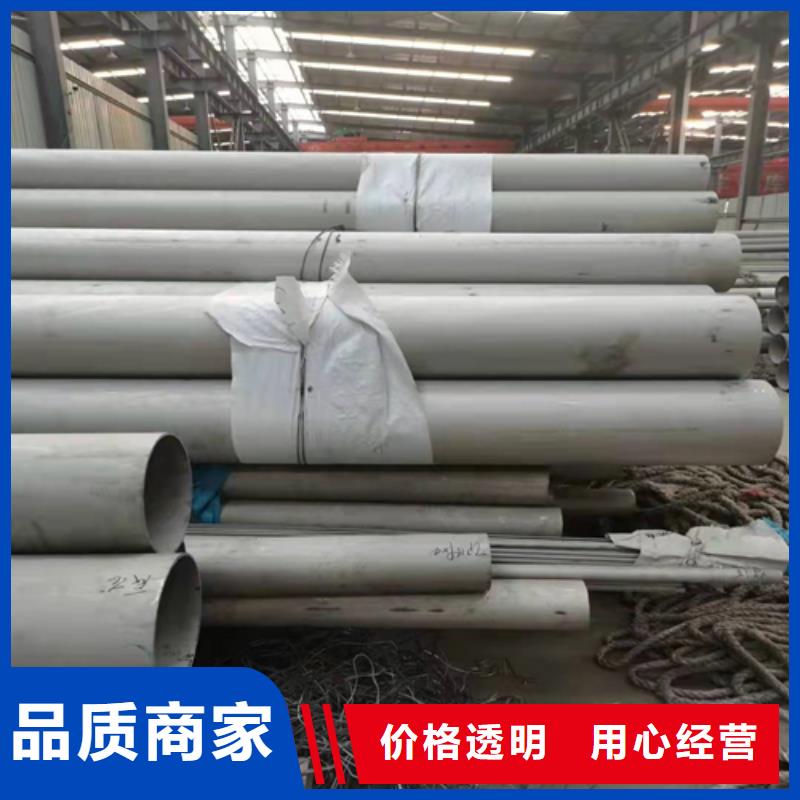
以匠心理念做好每一个五莲316L不锈钢复合板
五莲316L不锈钢复合板的详细介绍
性能稳定低价货源
【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】")
【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】")
【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】")
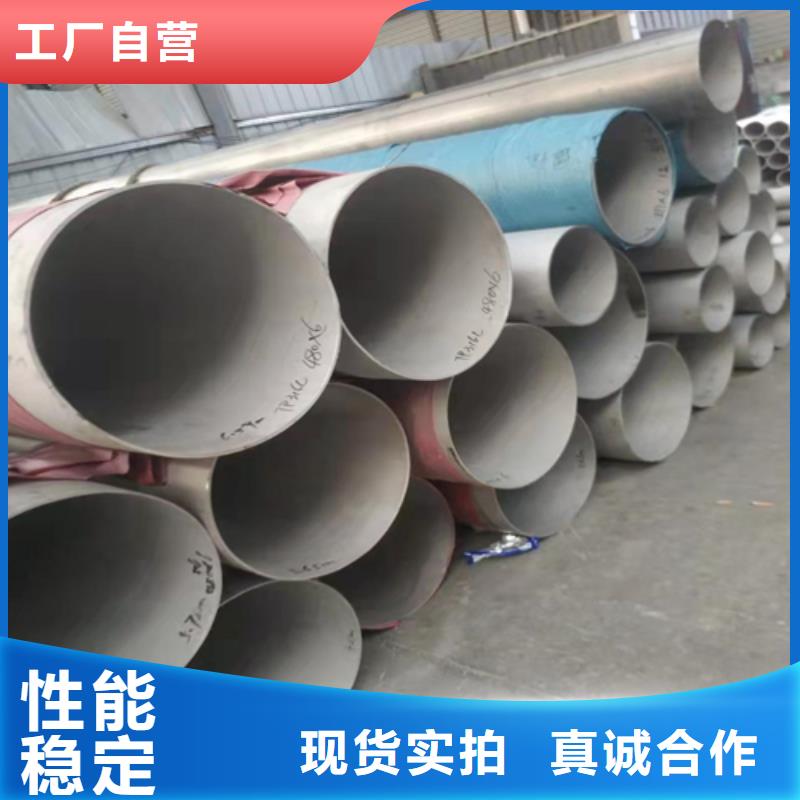
五莲松润金属材料有限公司专业生产销售各种材质规格五莲不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,下面给大家介绍下五莲不锈钢焊管的承压力这么计算,不锈钢焊管能承受的压?计算
?业?不锈钢焊管主要应?在?业设备中,他要求不锈钢焊管要具有?定的承压能?,那么我们使?的不锈钢焊管能承受多?的压?呢?给您简单介绍下:
不锈钢管所承受的压?如何计算:
1、计算公式:2*壁厚*(抗拉强度*40%)/外径
2、316、316L、TP316、TP316L——抗拉强度:485MA
3、321、30
4、304L——抗拉强度:520MA
304不锈钢管的抗拉强度是520MPA
316不锈钢管的抗拉强度是485MPA
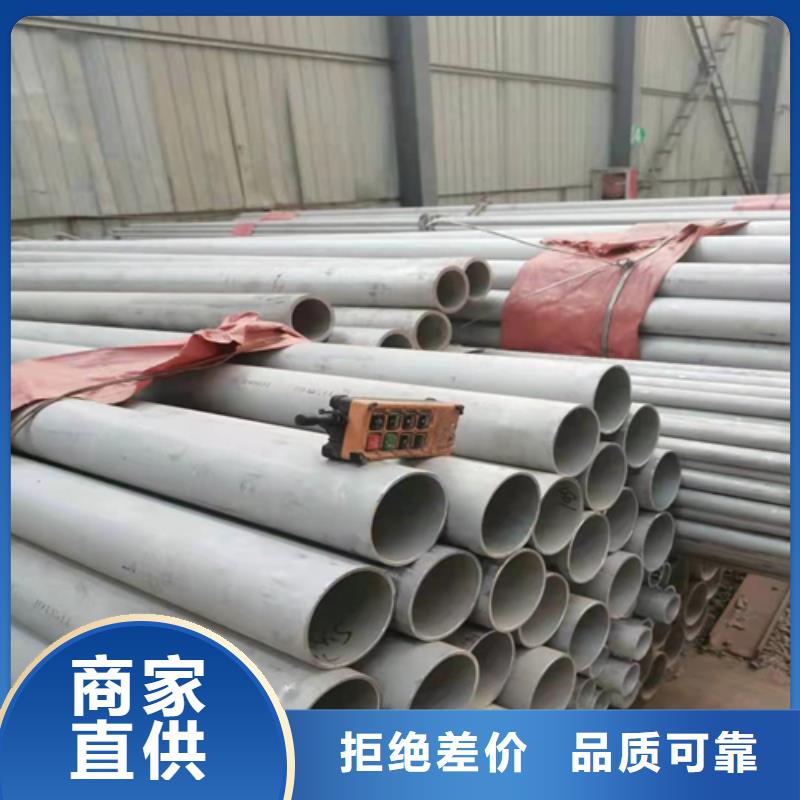
?不锈钢管能承受的?压除了材质不同能承受压?值??不?样之外;外径和壁厚也是?常重要的因素,壁厚越厚,能承受的压?值越?,?如同样外径,10个厚的不锈钢管就?5个厚的不锈钢管能承受的?压要?的多;另外,还与外径有关,外径越?,能承受的压?值越?,?如同样的壁厚,外径越?能承受的压?值越?;
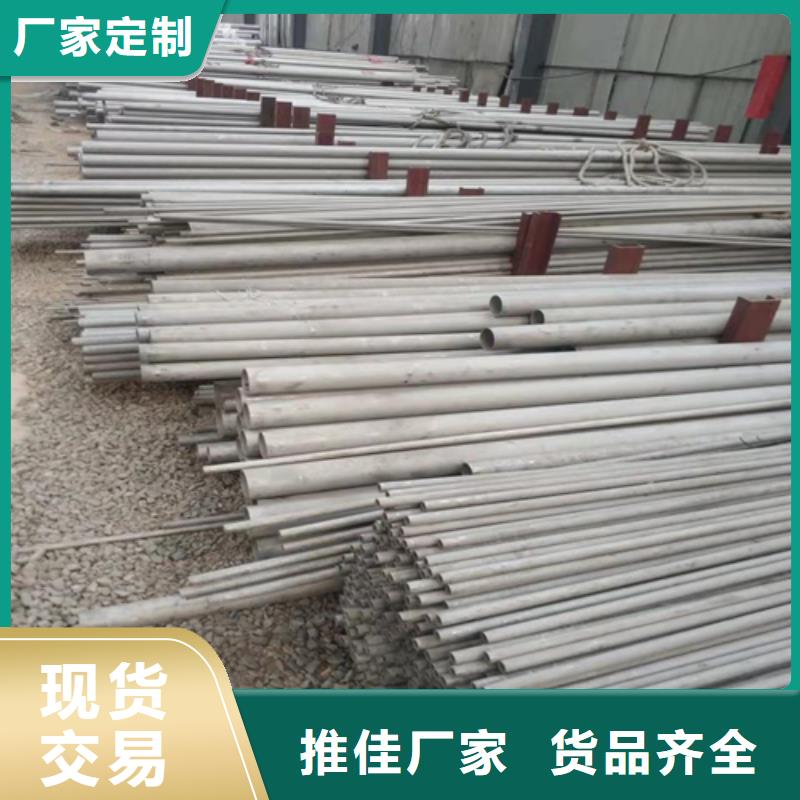
不锈钢管承受压?的计算公式:
?压试验压?:P=2SR/D
S是指壁厚,r指抗拉强度的40%,D指外径;
下?举例说明:
304不锈钢管规格:159*3
P=2*520*0.4*3/159=7.84MPA
316不锈钢管规格 :159*3
P=2*485*0.4*3/159=7.32MPA



 扫一扫
扫一扫


【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】")
【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】")

【本地】不锈钢焊管310S拉丝不锈钢板精致工艺】")

