想知道【祁东 本地 不锈钢精密不锈钢品质优选】产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。
以下是:【祁东 本地 不锈钢精密不锈钢品质优选】的图文介绍
祁东不锈钢花纹板的详细介绍
品质优选 甄选好物

如何正确选择祁东不锈钢板材质 1、在选择不锈钢板以前需充分考虑不锈钢板的主要用途及其应用自然环境。如:装修用一般应用焊管,流体力学运输一般用无缝钢管,诊疗或餐厅厨房要应用环境卫生级不锈钢板,承受压力应用薄壁管,一般房间内选用200系列产品材质就可以,户外需应用304等材质,而在酸碱度地区或沿海城市一般要应用316之上材质。 2、在选择无缝钢管时务必明确材质合格。以304材质为例子:a、从价钱上剖析,若304材质不锈钢板乃至小于销售市场上301材质的广泛价钱,要细心鉴别,很可能是别的材质假冒;b、认明管表面是不是打防伪标志材质“304”字眼,并要索要生产厂家品质证明文件做为凭据;c、能用酸碱性实验试剂检测,三十秒后材质304不掉色,201变灰黑色;d、大批选购可提取试品送至 权威性检测机构开展成分化验检验。 3、收看外表层和管内腔的色调是不是明亮光滑、薄厚是不是匀称或有不光滑状况。一般焊管该项基础无需查验,而无缝管是选用冷拉或热扎方法生产制造的,在加工过程中实际操作不善非常容易造成薄厚不匀称、管面有裂痕等状况,而表层不光滑一般是无缝钢管未开展打磨抛光解决,若对外型无非常规定不危害应用。 4、购买时要挑选经质监局鉴定的优良商品。在顾客中有长期应用印证和优良用户评价是立即合理的购买方式。 5、冷轧管内常常会出現内重皮、黑点、和冷轧青线,一般状况下这种没法防止,也基础不危害应用,但在购买时一定要挑选尽量避免的,非常是查验内表层。
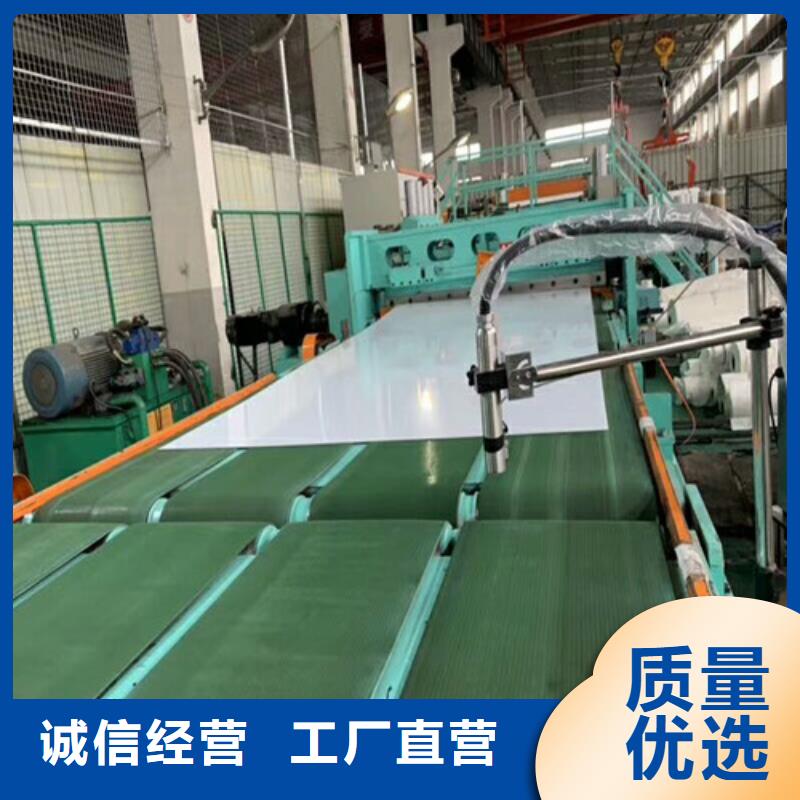
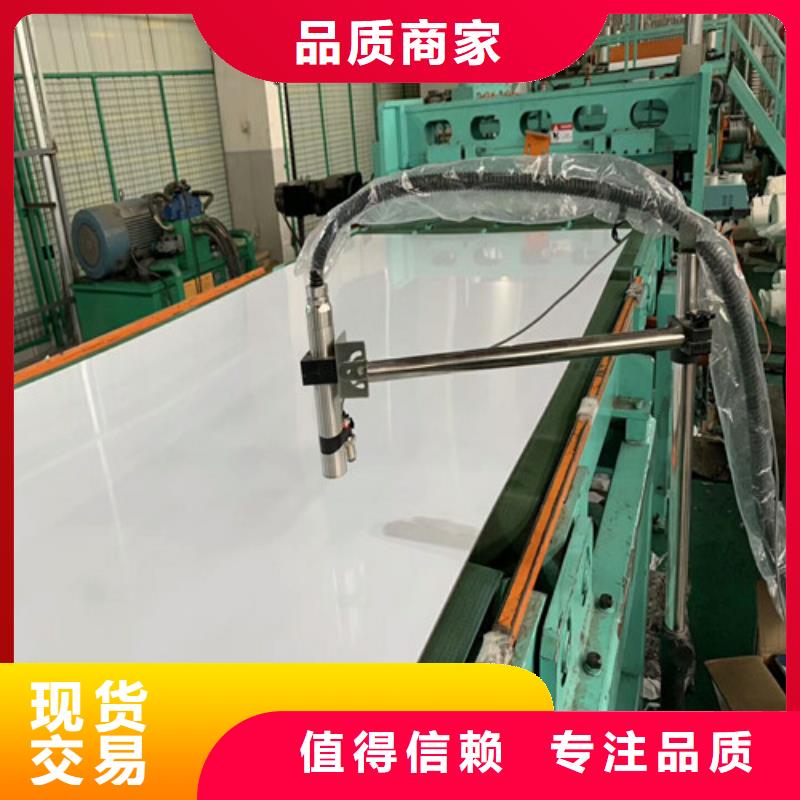
产品细节

祁东不锈钢花纹板产品生产注重细节,精心选择原材料,精湛的祁东不锈钢花纹板生产流程

祁东不锈钢花纹板每道工序把关到位,多年祁东不锈钢花纹板行业经验生产效率高

祁东不锈钢花纹板源头厂家,出厂价直接给到客户,经久耐用,性能稳定
企业介绍
昌盛源金属有限公司是一家专业生产销售 祁东不锈钢花纹板、厂家。主要产品有: 祁东不锈钢花纹板、。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国近三十多个省,竭诚与国内外商家双赢合作,共同发展,共创辉煌!


 扫一扫
扫一扫